کاسه نمد آب بند شفت چرخشی است که شکاف بین اجزای ساکن و متحرک را می بندد و از خروج روانکار جلوگیری کرده و در نتیجه آلودگی را از طریق پاکسازی متوقف می کند. انواع مختلفی از کاسه نمدها وجود دارد که کاربردی متفاوت داشته و از مواد مختلف ساخته می شود. مواد و نوع مناسب کاسه نمد با توجه به کاربرد و محیط مورد استفاده ، تعیین می شود. در حقیقت این یک دستگاه ساده برای جلوگیری از گرد و غبار ، خاک ، آب یا هر نوع آلاینده و در عین حال نگهداری روان کننده در تجهیزات شفت دوار می باشد. به طور کلی ، آن را به عنوان وسیله ای برای محافظت از بیرینگ های شفت چرخان توسعه داده اند.
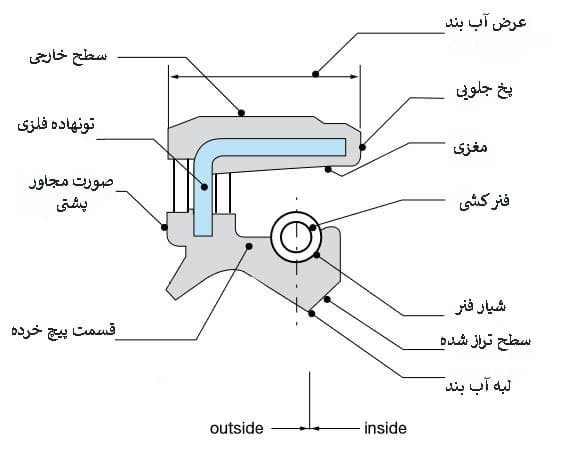
استاندارد DIN 3760 ابعاد و الزامات مورد نیاز برای مواد ، مارک گذاری ، استفاده و نصب آب بند شفت دوار را که برای نگهداری مایع یا گریس در تجهیزات بدون فشار یا تجهیزات با فشار دیفرانسیل کم استفاده می شود ، مشخص می کند. DIN 3761 استانداردهایی را برای انواع کاسه نمد برای خودروها را تعریف می کند. کاسه نمد استاندارد از یک حلقه فلزی به عنوان اسکلت داخلی تشکیل شده است که ثبات ساختاری کاسه نمد را فراهم می کند. قسمت بیرونی از لاستیک یا فلز ساخته شده است – بر اساس نیاز و استفاده از کاسه نمد! فنر موجود بر روی لبه کاسه نمد از لبه پشتیبانی می کند و از نشت روان کننده در خارج و همچنین از ورود آلودگی ها جلوگیری می کند.
آشنایی با انواع کاسه نمد :
پرکاربردترین کاسه نمد در صنعت ، مدل های قفسه فلزی و یا قفسه پلاستیکی می باشد. در ادامه قصد داریم به بررسی اجمالی مهم ترین کاسه نمدها و کاربردها و مشخصات آنها بپردازیم.
کاسه نمد با قفسه فلزی
انواع کاسه نمد قفسه فلزی هنگام نصب روی سوراخ نشیمنگاه ساخته شده از همان ماده استفاده می شود. این امر باعث می شود تا مواد در حین کار به همان اندازه منقبض و منبسط شوند و از وقوع نشتی جلوگیری شود. به طور معمول این مدل ها نسبت به کاسه نمدهای پلاستیکی مقرون به صرفه تر هستند.
کاسه نمد با قفسه پلاستیکی
یکی از متداول ترین انواع کاسه نمد ، مدل هایی با قفسه پلاستیکی می باشد و ، زمانی که یک مدل های دارای قفسه فلزی احتمال خرابی دارد ( به عنوان مثال به دلیل انبساط حرارتی ) استفاده می شود. این مدل ها همچنین زنگ نمی زنند. علاوه بر این کاسه نمدهای قفسه پلاستیکی می توانند یک محفظه آسیب دیده را کمی بهتر از مدل های فلزی محافظت کنند. در دماهای بالا و فشارهای بالا ، لاستیک منبسط کننده سریع می تواند یک تنش محکم و قابلیت درزگیری بیشتری داشته باشد. متداول ترین نوع ، نوع R می باشد. این نوع دارای یک درز فولاد کربنی و دارای قطر بیرونی لاستیکی است. لاستیک قابلیت آب بندی خوبی را ارائه می دهد ، حتی زمانی که نشیمنگاه تحمل نکند. لبه آب بندی با فنر ، تداخل در شفت را برای آب بندی موثر فراهم می کند. قطر خارج ، با محفظه تقویت کننده فلز داخلی ، اجازه می دهد تا در داخل محفظه نصب شود ، با تداخل کافی روی لاستیک برای ایجاد آب بندی ثابت!
حداکثر سرعت چرخشی مجاز برای هر بلبرینگ را می توان از دو معادله ساده تعیین کرد. این محدودیت های سرعت ، محدودیت های حرارتی محسوب می شوند که از داده های تجربی بسیاری از کاربردهای معمولی تعیین شده اند. توانایی بلبرینگ ها برای کار با سرعت بالا بیشتر با توجه به نوع روغن کاری استفاده می شود. تمام محدودیت های نشان داده شده بر اساس روغن کاری استاتیک روغن است ، در حالی که هنگام ایستادن سطح روغن در مرکز پایین ترین ساچمه یا غلتک تنظیم شده است. اگر روغن کاری گریس مورد نظر باشد ، سرعت مجاز 66% از حد روغن است.
علاوه بر سرعت ، بار بیرینگ نیز بر تولید گرما و دما تاثیر به سزایی دارد. به عبارت دیگر ، بارهای بالاتر باعث تولید گرمای بیشتر و دماهای بالاتر می شوند. فاکتورهای محدودیت سرعت بیرینگ های نشان داده شده زمانی قابل اجرا هستند که عمر رتبه بندی محاسبه شده برابر یا بیش از 100000 ساعت باشد.
طراحی دستگاه و محیط آن بر نحوه برداشت گرما از بیرینگ تاثیر می گذارد و در نتیجه درجه حرارت آن کاهش می یابد. به طور کلی ، بیشتر گرما از طریق مسیر غلتش بیرونی بلبرینگ از طریق نشیمنگاه دستگاه خارج می شود. نشیمنگاه های نازک و در معرض ، دمای تحمل کمتری نسبت به نشیمنگاه های ضخیم و محدود دارند. حرکت آزاد هوا در اطراف نشیمنگاه علاوه بر دمای پایین محیط باعث می شود که بلبرینگ همچنین خنک تر شود. مشکل بیرینگ های ” داغ ” خراب شدن روغنکاری از دو طریق است. اولین مورد از دست دادن ویسکوزیته روغن با افزایش دما است که اجازه می دهد اجزای تحمل تماس فلز با فلز وجود داشته باشد ، در حالی که دوم تجزیه فیزیکی روغن پایه و مواد افزودنی آن است. به طور کلی ، بیشتر کاربران ترجیح می دهند نشیمنگاه های خود را زیر 60 درجه سانتیگراد ( 140 درجه فارنهایت ) نگه دارند. دمای بالاتر از این به روغن مخصوص ، بررسی سطح ثابت و فواصل روغن گیری مجدد بسیار کوتاهتر زمانی که گریس روان کننده انتخاب شده است ، نیاز دارد. جهت تعیین محدودیت سرعت بلبرینگ ها Nlim ، از هر نوع بیرینگ ، مقدار Ndm را برای نوع بلبرینگ خاص زیر پیدا کنید. هر سرعت عملیاتی که در 80% از محدوده باشد ، باید بیشتر بررسی شود.
قطر فاصله یک شیار تا شیار مشابه بلبرینگ ( dm ) را از این فرمول محاسبه کنید :
حداکثر محدودیت سرعت بلبرینگ ها ، Nlim ، در RPM به سادگی محاسبه می شود :
مثالی برای محاسبه حداکثر محدودیت سرعت بیرینگ ها :
یک بیرینگ NU1996MC3 ، (480mm x 650mm x 78mm) ، باید با سرعت 800 دور در دقیقه با روانکاری ثابت روغن کار کند. آیا این قابل قبول است ؟! قطر فاصله یک شیار تا شیار مشابه بلبرینگ عبارتست از :
نسبت عرض به ارتفاع آن عبارتست از :
این یک رولبرینگ استوانه ای باریک با قفس برنجی ماشین کاری شده است. ضریب سرعت آن 550،000 میلی متر در دقیقه است. سرعت محدود این بلبرینگ – Nlim =
از آنجا که سرعت عملیاتی مورد نظر 800 دور در دقیقه 82% از محدودیت سرعت بلبرینگ ها است ، بررسی های بیشتر لازم می باشد. در بعضی از برنامه ها ، سرعت شافت چرخشی و اندازه بیرینگ انتخاب شده منجر به مقدار Ndm می شود که بیش از سرعت محدود کننده بیرینگ می شود ، Nlim ، بیرینگ نیز گاهی اوقات به طور گسترده ای است. راه حل این وضعیت که معمولا استفاده می شود ، نصب جت ، سیستم روغن کاری چرخشی است که باعث روانکاری و از بین بردن گرمای بلبرینگ می شود. این سیستم ها معمولا پس از اینکه روغن توسط یک خط مکش از دستگاه خارج شد ، مبدل حرارتی برای خنک سازی روغن درگیر می شود. هنگامی که روغن دوباره به سمت بیرینگ بازیافت می شود ، به طور قابل توجهی خنک تر می شود و دارای چسبندگی بیشتری است که بلبرینگ را بهتر روان می کند.
روانکاری بیرینگ ها برای حفظ عملکرد و افزایش طول عمر اجزای غلتنده بسیار حیاتی است. روانکاری کمک می کند تا قطعات متحرک نسبت به یکدیگر ، مانند غلتک ها و مسیر چرخش یا ساچمه ها جدا شود تا از ساییدگی و اصطکاک جلوگیری کند. گرچه اغلب به عنوان یک فرآیند کمکی کثیف و ناخوشایند مشاهده می شود که از دوره صنعتی برای برخی دنبال می شود ، اما روغن کاری بیرینگ ها در واقع یک فناوری مهم است که می تواند فرایندهای تولید شما را در تاسیسات شما ایجاد کند یا از بین ببرد. در حقیقت ، عدم روغن کاری مناسب بیرینگ ها معمولا به عنوان یکی از مهمترین و رایج ترین اشتباهات در روانکاری بلبرینگ ها بوده و دلایل خرابی آن ها در نظر گرفته می شود. روانکاری بیرینگ ها برای عملکرد بهتر بیرینگ ها ، عملکردهای مختلفی را در اختیار شما قرار می دهد :
قبل از آشنایی با اشتباهات رایج در روانکاری بلبرینگ ها ، باید با انواع متدهای روغن کاری بیرینگ ها بیشتر آشنا شوید :
انواع مختلف روان کننده ها
دو نوع روان کننده در بازار وجود دارد : روغن و گریس. انتخاب روان کننده مناسب برای کاربرد شما به عوامل محدودی بستگی دارد و این شامل نوع ماشین ، نوع بیرینگ ، اندازه ، دما ، شرایط بار ، دامنه سرعت ، شرایط کار ( مانند لرزش و جهت افقی / عمودی شافت ) و محیط خارجی هستند. در بیشتر موارد بهترین مکان برای شروع انتخاب روان کننده مناسب ، پیروی از توصیه های سازنده بلبرینگ است. با این حال ، دستورالعمل های دیگری نیز وجود دارد که باید هنگام انتخاب راهنمای صحیح برای کار دنبال کنید. به عنوان یک قاعده کلی ، هنگام استفاده از حداقل مقدار روان کننده با بدنه ای که باعث حفظ سطوح بیرینگ می شود ، بیرینگ ها با سردترین و کمترین اصطکاک کار می کنند.
یک مثال خوب برای این روش ” روش پاشش ” است ، جایی که روغن با فتیله یا غوطه وری توزیع می شود. اغلب از یک روان کننده سنگین تر در سه حالت منحصر به فرد استفاده می شود :
این توسط شرایط عملیاتی مورد نیاز است
این به طور خاص در برنامه فراخوانی شده است
بار برای روان کننده فعلی خیلی سنگین است
روانکاری با روغن
روانکاری با روغن به طور کلی برای کاربردهای با سرعت بالا یا دمای بالا که نیاز به انتقال گرما به دور از سطح بیرینگ کار دارند ، استفاده می شود. روغن ها یا از روغن معدنی طبیعی ( با افزودنی هایی که از اکسیداسیون و زنگ زدگی جلوگیری می کنند ) یا روغن مصنوعی تشکیل شده اند. چهار نوع روغن معمولا مورد استفاده شامل روغن های نفتی ، دیسترها ، سیلیکون ها و فلوروکربن ها است.
روانکاری با گریس
در حالی که برخی از کاربردهای بلبرینگ از روغن به عنوان روان کننده استفاده می کنند ، گریس روان کننده انتخابی 80 تا 90 درصد بلبرینگ ها است. گریس بهتر از روغن به سطوح بیرینگ می چسبد ، طول عمر بیشتری دارد و احتمال کم شدن یا بیرون ریختن قطعات چرخان وجود دارد. همچنین می توان آن را از قبل روغن کاری کرد ، این امر نیاز به سیستم روغن کاری خارجی را از بین می برد و به معنای نگهداری کمتر در آینده است. روان کننده های چربی از سه جز تشکیل شده اند : مواد افزودنی ( معمولا بازدارنده های زنگ زدگی ) ، یک روغن پایه و یک ماده غلیظ کننده. هنگامی که در حال انتخاب یک روغن روانکار هستید ، توجه به این نکته مهم است که ویسکوزیته روغن پایه ( که به آن ” ویسکوزیته روغن پایه ” گفته می شود ) نحوه ایجاد غشای روانکاری را تعیین می کند.
لازم به یادآوری است که صرف نظر از نوع روانکاری که انتخاب کرده اید ، به مرور زمان خاصیت روانکاری خود را از دست می دهد و در صورت عدم نگهداری صحیح با کمک یک سرویس روانکاری باتجربه ، در نهایت منجر به خرابی بلبرینگ می شود.
اشتباهات رایج در روانکاری بلبرینگ ها
اشتباهات روانکاری بلبرینگ ها می تواند گسترده باشد. عوارض جانبی رایج روغن کاری نادرست شامل گرم شدن بیش از حد یا ساییدگی بیش از حد آن است که می تواند منجر به خرابی بیرینگ شود و این می تواند منجر به خرابی غیرمنتظره و از دست دادن درآمد در مرکز شما شود. بیایید بپذیریم که هیچ کس نمی خواهد با این مسئله کنار بیاید. چه عواملی باعث از بین رفتن عمر مفید ماشین آلات می شود ؟ طبق یک مطالعه MIT ، حدود 50 درصد از دست دادن سودمندی ماشین آلات به دلیل فرسودگی مکانیکی است و 20 درصد دیگر نتیجه خوردگی قطعات ماشین است. روانکاری اگر به درستی انجام شود ، می تواند تا حد زیادی در کاهش فرسودگی و فرسایش موثر باشد ودر نتیجه طول عمر و قابلیت اطمینان دستگاه را افزایش می دهد. برای دستیابی به روغن کاری مناسب ، باید از اشتباهات رایج روغن گیری مانند موارد زیر جلوگیری کنید. بنابراین چگونه می توانید اطمینان حاصل کنید که این اتفاق در مرکز شما رخ نمی دهد ؟ در ادامه قصد داریم شما را با رایج ترین اشتباهات در روانکاری بلبرینگ ها آشنا کنیم :
اشتباه اول : روغن کاری کم و یا بیش از حد
افزودن چربی زیاد یا خیلی کم یکی از رایج ترین اشتباهاتی است که در صنعت بلبرینگ ها رخ می دهد. چربی زیادی جمع شده و در نهایت باعث افزایش اصطکاک و فشار می شود و این باعث گرمای بیش از حد می شود. چربی کم نیز همان اثر کوتاه کننده عمر را در بلبرینگ ها دارد. چگونه می توانید تعیین کنید که مقدار مناسبی روغن اضافه کرده اید ؟ ابتدا سطح اصطکاک بیرینگ با فراوا درمانی بررسی شده و هر باز مقدار کمی روغن اضافه می شود. شما می خواهید به بلبرینگ گوش دهید و سعی کنید میزان اصطکاک را اندازه گیری کنید زیرا گریس شروع به جریان دادن به بلبرینگ می کند. توجه داشته باشید که سطح دسیبل به حداقل مقدار رسیده و تثبیت می شود ، تک شات اضافه می شود و اگر سطح دسی بل حتی اندکی افزایش می یابد ، می توانید متوقف شوید زیرا کار شما تمام شده است.
دومین اشتباه رایج در روانکاری بلبرینگ ها : روانکاری طبق برنامه
در حالی که روغن کاری بیرینگ یک بار در هفته یا هر ماه یک کار عملی به نظر می رسد ، اما در واقع بیشتر از فایده به بلبرینگ شما آسیب می رساند. به یک دلیل – برای جلوگیری و کاهش اصطکاک – در بلبرینگ ها به گریس نیاز است. اگر روان کننده وظیفه خود را به خوبی انجام می دهد ، نیازی به ادامه تغییر آن یا افزودن موارد دیگر نیست. به نقل از Maint World :
می توانید به جای روغن کاری مجدد بیرینگ ، با پیگیری مداوم سطح اصطکاک را کنترل ، اندازه گیری و بررسی کنید. بنابراین می توانید دقیقا بفهمید که زمان مناسب روغن گیری کی است.
سومین اشتباهات رایج در روانکاری بلبرینگ ها : استفاده از روانکار بی کیفیت
فکر نکنید که انتخاب روان کننده با توصیه های تولید کنندگان اصلی ( OEM ) آغاز و پایان می یابد. عوامل متعددی می توانند بر مناسب بودن روان کننده برای یک کار خاص تاثیر بگذارند. به عنوان مثال ، باید موارد زیر را در نظر بگیرید :
تجهیزات : چگونه طراحی می شود ؟ از چه موادی ساخته شده است ؟ طراحی برای انتخاب ویسکوزیته ( چسبندگی ) بسیار مهم است ، زیرا شما باید اطمینان حاصل کنید که روان کننده به موقع به تمام نقاط روغن کاری رفته و همچنین مقاومت غشای کافی را برای جدا کردن قطعات متحرک فراهم می کند. مواد مهم هستند ، زیرا برخی از روان کننده ها یا مواد افزودنی ممکن است با برخی فلزات یا سایر مواد مورد استفاده در ساخت تجهیزات سازگاری داشته باشند.
شرایط کارکرد : تجهیزات شما چه نوع بار ، سرعت و دمای عملیاتی را تجربه می کنند؟ گاهی اوقات ، نیازهای عملیاتی تجهیزات واقعی شما ممکن است خارج از محدوده ای باشد که توصیه های OEM بر اساس آن تنظیم شده است. در این صورت ، به احتمال زیاد به مایعات دیگری نیاز دارید که برای خواسته های خاص سیستم شما طراحی شده باشد.
محیط کار : آیا از تجهیزات در محیط مرطوب / مرطوب یا خشک استفاده می شود ؟ آیا محل گرد و غبار دارد یا کثیف است ؟ مقاومت یک مایعات در برابر آلودگی هایی مانند آب و گرد و غبار / خاک بر عملکرد آن تاثیر می گذارد. برخی از ذخایر پایه و مواد افزودنی در محیط های خاص بهتر از بقیه کار می کنند.
انواع بلبرینگ / معرفی انواع بلبرینگ / انواع بلبرینگ و رولبرینگ
بلبرینگ ها اجزای غلتک بیرینگ ها هستند که از ساچمه ها برای حفظ جدایی و فاصله بین شیار بیرینگ استفاده می کنند. آنها برای کاهش اصطکاک چرخشی در حالی که از بارهای شعاعی و محوری پشتیبانی می کنند ، طراحی شده اند. انواع بلبرینگ ها که امروزه به آنها فکر می کنیم در ابتدا در اواخر قرن نوزدهم ساخته شده اند. فیلیپ وان ، مخترع ولزی ، اولین حق ثبت بلبرینگ را به خود اختصاص داد و اولین طراحی وی بود که در مجموعه محور ، ساچمه در امتداد شیار اجرا می شد. تحول مهم دیگر در سال 1869 رخ داد ، زمانی که ژولس سیرای ، مکانیک دوچرخه سواری در پاریس ، اولین بلبرینگ را از انواع شعاعی ایجاد کرد. این بیرینگ شعاعی در ساخت دوچرخه ای که جیمز مور مسابقه فرانسوی برای پیروزی در اولین مسابقه پاریس-روئن 1869 سوار شد ، گنجانده شد. کاربرد بلبرینگ برای اهداف تولید از اوایل قرن 20 گسترش یافته است. به دلیل سهولت حرکت و کاهش اصطکاک ، آنها در تولید ابزار و دستگاه های مختلف مکانیکی ادغام می شوند.بلبرینگ ها امکان تزریق حرکت بین قسمت های مختلف را فراهم کرده و انرژی را برای عملکرد مکانیکی منتقل می کنند.
معرفی انواع بلبرینگ :
انواع بلبرینگ های مدل باز ، جز متداول ترین مدل ها محسوب می شوند. با این حال ، برخی از مدل ها دارای حفاظ فلزی هستند که دارای یک حفاظ فلزی در یک و یا دو سمت آن ها وجود دارد. این محافظ از تماس کثیفی و آلودگی و تاثیر بر عملکرد بیرینگ جلوگیری می کند. همچنین جریان آزاد روغن از طریق بیرینگ برای عملکرد صاف نیز امکان پذیر می شود. کاربرد انواع بلبرینگ که آب بندی شده است ، در طی چند وقت اخیر به طور فزاینده ای معمول شده است. این بیرینگ ها نیز به طور موثر عمل می کنند و بعید است از کار بیافتند. هر چه تعداد ساچمه های داخل بلبرینگ ها بیشتر باشد ، باری که بلبرینگ قادر به تحمل آن خواهد بود بیشتر است.
یکی از انواع بلبرینگ ها ، بلبرینگ های تماس زاویه ای است که دارای مسیر غلتش حلقه داخلی و خارجی هستند که در ارتباط با محور تحمل از یکدیگر جدا می شوند. این بیرینگ ها امکان پشتیبانی از بارها را با ترکیبی از نیروهای محوری و شعاعی فراهم می کنند. پیاده کردن این بیرینگ ها و از بین بردن شیار و ساچمه ها امکان پذیر نیست. با این حال ، آنها ممکن است تعداد نسبتا زیادی ساچمه برای افزایش پشتیبانی از بارهای محوری و شعاعی داشته باشند. چنین بیرینگ هایی امکان بهینه سازی سرعت و به حداقل رساندن اصطکاک مخصوص بارهای مختلف را فراهم می کنند. سه نوع مختلف بلبرینگ تماس زاویه ای عبارتند از :
بیرینگ یک ردیفه
بیرینگ دو ردیفه
بلبرینگ چهار نقطه تماس
کاربرد رایج این نوع بلبرینگ :
کمپرسور و پمپ
کارخانه های نورد فلزی
موتورهای الکتریکی و ژنراتورها
محور کارگیر ماشین ابزار
بیرینگ های توپی خودرو
معرفی انواع بلبرینگ : بلبرینگ شیار عمیق محوری
بلبرینگ شیار عمیق محوری برای اهداف بسیار خاصی مناسب هستند. آنها پشتیبانی انحصاری برای نیروهای محوری پیش بینی شده توسط بارها را فراهم می کنند. این مدل از انواع بلبرینگ ها از واشرهای قرار گرفته در شفت ، واشرهای قرار گرفته در نشیمنگاه و ساچمه ها و قفسه های نصب شده تشکیل شده اند. در حالی که بعضی از واشرها ویژگی تخت دارند ، برای جلوگیری و اصلاح عدم تطابق استاتیک ، برخی دیگر از مدل ها واشرهای کروی قرار گرفته در نشیمنگاه دارند. کاملا ضروری است که از برآمدگی هرگونه نیروی شعاعی بر این بیرینگ ها جلوگیری شود.
این نوع از انواع بلبرینگ ها در صنایع زیر استفاده می شود :
کشاورزی
ابزارآلات ماشین ها و دستگاه ها
چاپ
انرژی باد
بلبرینگ شیار عمیق
در معرفی انواع بلبرینگ باید بدانید که بلبرینگ های شیار عمیق متداول ترین نوع بلبرینگ ها هستند و می توان آنها را به صورت آب بندی ، محافظ و یا خار فنری خریداری کرد. ابعاد شیار در این نوع بیرینگ ها با ابعاد ساچمه های موجود کاملا مطابقت دارد. آنها همچنین برای پشتیبانی از بارهای سنگین مناسب هستند. بلبرینگ های شیار عمیق پشتیبانی شعاعی و محوری را ارائه می دهند. با این حال ، جهت تغییر سطح نسبی این بارها نمی توان زاویه تماس را تنظیم کرد.
رایج ترین کاربردهای این مدل از انواع بلبرینگ :
موتورهای الکتریکی
موتورهای خودرو
ماشین آلات اداری
ابزارهای باغبانی
معرفی انواع بلبرینگ های خطی
بلبرینگ های خطی به گونه ای طراحی شده اند که حرکت آزاد را در یک جهت فراهم می کنند. آنها پرکاربردترین نوع اسلاید خطی هستند و حرکتی دقیق و صاف را در امتداد یک طرح خطی تک محور تضمین می کنند. این بلبرینگ ها دارای فناوری روانکاری خودکار ، عملکرد و قابلیت اطمینان بهینه هستند. آنها از دو ردیف بیرینگ توپی خطی تشکیل شده اند که در چهار میله در دو طرف متناوب پایه قرار دارند.
بلبرینگ های مینیاتوری که به عنوان بیرینگ های بسیار کوچک و یا ابزاری نیز شناخته شده اند ، دارای قطر خارجی اسمی کمتر از 9 میلی متر هستند. بلبرینگ های کوچک دارای قطر داخلی اسمی کمتر از 10 میلی متر و قطر خارجی آن به سمت بالا 10 میلی متر است. به دلیل نیروی نسبتا کم اجسامی که بر آنها وارد می شود ، بلبرینگ های کوچک و مینیاتوری از فولاد ضد زنگ ساخته می شوند.
کاربرد بلبرینگ های مینیاتوری :
قطب نمای گردش سنج
بادسنج
جریان سنج
گیربکس های مینیاتوری
موتورهای کوچک
مدل های رادیویی کنترل شده
معرفی انواع بلبرینگ های شعاعی
این مدل از بلبرینگ ها برای طیف وسیعی از اهداف طراحی شده اند و عملکرد فوق العاده ای را ارائه می دهند. همچنین از آنها به عنوان بلبرینگ های شیار عمیق و کنراد یاد می شود ، آنها ظرفیت بارهای شعاعی یا محوری را دارند که بر روی شفت اعمال می شود. با این حال ، استفاده ترکیبی از چنین بارهایی نیاز به تماس زاویه ای محوری دارد. تنظیم زاویه تحمل شعاعی محوری امکان توزیع برابر بارهای محوری و شعاعی را در امتداد بلبرینگ های تماس زاویه ای فراهم می کند.
کاربرد انواع بلبرینگ های شعاعی :
سیستم های خودرو
فرآیندهای ساخت
اسباب بازی ها
تسمه وسایل نقلیه
سیستم های قرقره
بلبرینگ خود تنظیم
بلبرینگ های خود تنظیم دارای حلقه داخلی و ساچمه مونتاژ شده هستند که به صورت ایمن در داخل یک حلقه بیرونی با یک مسیر غلتش کروی نگه داشته می شود. طراحی این مدل از انواع بلبرینگ ها به گونه ای است که آنها می توانند عدم تغییر جهت زاویه ای جزئی را در نتیجه یا تغییر مسیر یا نصب نادرست تحمل کنند. این نوع بلبرینگ ها به دلیل دشواری نصب صحیح سوراخ های مسکن ، معمولا در شفت های بلند گنجانده می شوند. معمولا متداول است که این مدل بیرینگ ها در سیستم های مکانیکی که ممکن است امکان خم شدن شفت در حین عملکرد وجود داشته باشد ، گنجانده می شوند. با این حال ، استفاده از بیرینگ های خود تنظیم باید محدود به برنامه های بار محوری سبک باشد ، زیرا مسیر غلتش حلقه بیرونی پشتیبانی محدودی از عناصر نورد را فراهم می کند.
کاربرد انواع بلبرینگ های خود-تنظیم :
گیربکس ها
انتقال های درایو نهایی
معرفی انواع بلبرینگ کف گرد
بلبرینگ های کف گرد انواع منحصر به فردی از بیرینگ های دوار است. مانند سایر بیرینگها ها ، آنها تعامل و حرکت بین قطعات مکانیکی را تسهیل می کنند. با این حال ، نقش اصلی این مدل از انواع بلبرینگ ها در پشتیبانی از بارهای محوری است. تنوع بلبرینگ های کف گرد به طور کامل با نشیمن های مسطح یا هم تراز کامل می شوند که با شکل نشیمن حلقه بیرونی مطابقت دارند. همچنین پشتیبانی انحصاری برای بارهای محوری را فراهم می کنند.
در ساخت و طراحی بلبرینگ ها ، عملکرد استاندارد نشان دهنده مونتاژ حلقه ها و ساچمه ها با لقه داخلی مشخصی می باشد. این مشخصه برای جبران اثرات فشردگی مناسب نصب اتصالات حلقه های یاتاقان بر روی شفت ها یا نشیمنگاه های نصب ، ضروری است. فاصله های داخلی جبران کننده انبساط حرارتی بلبرینگ ها ، شفت ها و نشیمنگاه ها یا زاویه تماس در یاتاقان ها پس از نصب می باشد. لقی شعاعی که برای ایجاد زاویه تماس استفاده می شود به طور معمول در بلبرینگ های تماس زاویه ای استفاده می شود. اندازه گیری شعاعی به عنوان مشخصه بارزتر پذیرفته می شود ، زیرا ارتباط مستقیمی با اتصالات شفت و نشیمنگاه دارد.
روش جا زدن بیرینگ
هنگام نصب کردن بیرینگ ، حلقه را آهسته و در صورت نیاز با نیرو اعمال کنید. هنگام نصب محکم بیرینگ بر روی شفت ، فشار باید بر روی حلقه داخلی اعمال شود. هنگام نصب بیرینگ محکم در یک نشیمنگاه ، باید به حلقه بیرونی فشار وارد کنید. در ادامه سه راهنمای مختلف جهت نحوه مونتاژ بیرینگ ها وجود دارد :
نصب صحیح شفت
هنگامی که شفت به داخل بیرینگ فشرده می شود ، از حلقه داخلی بیرینگ ها پشتیبانی کنید.
نصب صحیح نشیمنگاه – نشیمنگاه چرخشی و شفت شل
از حلقه بیرونی فشار دهید تا بر تنش محکم بین حلقه بیرونی و سوراخ نشیمنگاه غلبه کند. در این سناریو ، شافت نمی چرخد و در حلقه داخلی شل می شود ، در حالی که حلقه بیرونی محکم است و می چرخد.
نصب همزمان نشیمنگاه / شفت
برای غلبه بر محکم بودن شافت و / یا نشیمنگاه ، از طریق هر دو حلقه به طور همزمان فشار وارد کنید. در این سناریو از نحوه نصب بیرینگ ، شفت از قبل در جای خود قرار دارد. اطمینان حاصل کنید که بیرینگ های انتهای دیگر شفت به درستی پشتیبانی می شوند ، آسیب ندیده اند و هیچ تماسی با قفس بیرینگ ها ندارند. هر قفس بیرینگ خمیده غیر قابل استفاده است.
*** هشدار : سعی در نصب کردن بیرینگ و دمونتاژ توپی های انتهایی چرخ و مجموعه بیرینگ ها نکنید. روش جا زدن بیرینگ نامناسب می تواند منجر به خرابی شود. شیوه های نگهداری و رسیدگی مناسب بسیار مهم است. همیشه دستورالعمل نصب را دنبال کنید و روغن کاری مناسب داشته باشید. ***
تنش های قابل انبساط می تواند در اجزای بیرینگ محکم نصب شده بسیار زیاد باشد. تلاش برای از بین بردن چنین اجزایی با برش مخروط ممکن است منجر به خرد شدن ناگهانی مولفه شود که باعث بیرون ریختن قطعات فلز به زور می گردد. برای برداشتن بیرینگ از شفت ها ، همیشه از فشارهای محافظت شده و یا پولی کش های بیرینگ استفاده کنید و همیشه از تجهیزات محافظ شخصی مناسب ، از جمله عینک ایمنی استفاده کنید.
روش جا زدن صحیح شیار خارجی بیرینگ ها
هنگام نصب یک شیار بیرونی کاملا محکم در توپی یا محفظه ، از یک درایور مناسب استفاده کنید. جهت انتخاب اندازه و جزئیات صحیح درایور شیار خارجی می توانید با متخصصین حرفه ای پلارد شاپ تماس بگیرید! درایور شیار بیرونی فقط با صورت شیار بیرونی در تماس است ، نه با صورت مسیر غلتش. تماس با مسیر غلتش ممکن است باعث ایجاد خراش ، فرورفتگی یا بلند شدن فلز گردد که نهایتا ممکن است منجر به خستگی زودرس بیرینگ شود (مثال های D و E). شیار خارجی را از لحاظ نحوه قرارگیری صحیح در مقابل شانه نشیمنگاه با استفاده از گیج فیلر بررسی کنید.
واحدهای منجمد کننده با کنترل ترموستات به نصب کاپ های محکم در توپی چرخ کمک می کنند. شیارهای بیرونی که در داخل توپی چرخ و یا محفظه ها با فشار قرار می گیرند ، به ویژه توپی های آلومینیومی ، ممکن است در یک واحد انجماد عمیق جمع شوند تا یک ساعت قبل از خسارت احتمالی در دمای -65 درجه فارنهایت (-53.9 درجه سانتیگراد) سرد شوند. برای کنترل دما از ترموستات به همراه واحد فریزر یا دماسنج کالیبره شده مناسب استفاده کنید. برای خنک کردن شیار بیرونی تا حدود -20 درجه فارنهایت (-28.9 درجه سانتیگراد) از تجهیزات تبرید تجاری استفاده کنید.
شیار بیرونی نصب شده بر روی توپی
وقتی صحبت از بیرینگ ها باشد کیفیت عملکرد کلی ، قابلیت اطمینان و کارایی آنها با کیفیت و دقت نحوه مونتاژ بیرینگ ها آغاز می شود. موضوعی که باید در نظر داشته باشید این است که هیچ چیز برای همیشه دوام ندارد و این شما هستید که باید آخرین ساعت عملیاتی قطعات برنامه خود را به حداکثر برسانید. رولبرینگ ها با کمک به کاهش اصطکاک ، انتقال بارها و شفت های پشتیبانی ، نقشی حیاتی در چرخش ماشین آلات دارند. روش جا زدن بیرینگ ها به شیوه ای صحیح و اصولی در نهایت باعث طولانی شدن عمر مفید برنامه و کاهش زمان خرابی ناشی از آن می شود. ابتدا کلیه بیرینگ ها باید در یک محیط خنک ، تمیز و با رطوبت کم و عاری از گرد و غبار ، ضربه و لرزش نگهداری شوند. علاوه بر این ، سه عادت خوب وجود دارد که باید در آنها برای آماده سازی برای روش جا زدن صحیح بیرینگ ها انجام شود تا از آلودگی و خوردگی جلوگیری گردد :
بیرینگ ها را تمیز نگه دارید : آنها را در بسته بندی خود بگذارید تا زمانی که آماده نصب شوند. پس از باز شدن بیرینگ ها تمیز کرده تا احتمال آلوده شدن آن کاهش یابد.
سطوح را تمیز نگه دارید : در متد نحوه نصب بیرینگ ها یک قطعه کاغذ یا پلاستیک تازه برای کار داشته باشید و هرگز وسایل را در جایی خارج از آن قرار ندهید. همه اجزای نصب و محفظه نیز باید تمیز باشند.
ابعاد را با دقت اندازه گیری کنید : قطرهای شفت و محفظه را اندازه بگیرید تا مطمئن شوید بیرینگ انتخاب شده از اندازه صحیح برخوردار است و شفت و محفظه واقعا گرد هستند.